「なんかこのボードおかしいな…」
重さ
ビスの入り方
切った感触
石膏層の質感
症状は様々
ここに並べた以外にも
色々なケースがあります
見た目はいつもと変わらない石膏ボード
しかし明らかにいつもと違うから
そんな違和感を感じた事はありませんか
それは
石膏ボードの製造工程で時々できてしまう
エラー製品と呼ばれるものです
そしてそれが
ロット単位で起こっているケースがあります
ロットとは
製造工場や出荷場において
製造条件や出荷条件の一致した製品をまとめた
グループの単位のこと
石膏ボードに置き換えると
同じ石膏ペーストを流し
同じ機械を通り
同じ紙を貼る
同じ製造ルートを辿って
同じ時間帯に製造される
そうして出来上がったボードの山のことです
この製造工程の間に何かしらのトラブルがあると
本来想定していた性能の製品とは
違う石膏ボードが
大量に出来上がってしまう事があります
これが「ロット不良」と呼ばれる現象です
厄介な事に石膏ボードのロットには
定数単位というものが存在しないらしいです
その差はなんと数百枚〜数千枚
工場の規模や
その時製造に使われていたレーンが
何分稼働していたかによって
大幅に変わってきます
問題の起こったレーンが
材料を作り続けていた時間 イコール
石膏ボードのロット単位という事になります
つまり
ロット不良というのは
数百〜数千枚
同じ不具合症状を持って出来上がってしまった
エラー製品の1まとまりのことを指します
想像してみてください
基準値に満たない耐火性能で出来上がった
石膏ボードが
内部に大きな気泡が大量に含まれてしまった
石膏ボードが
混合比率を間違えて ビスも効かないほどに
スカスカな石膏ボードが
トラックに満載されて
現場に搬入されてくるんです
なぜこのような石膏ボードができてしまうのか
製造の段階に全ての原因のヒントが隠れています
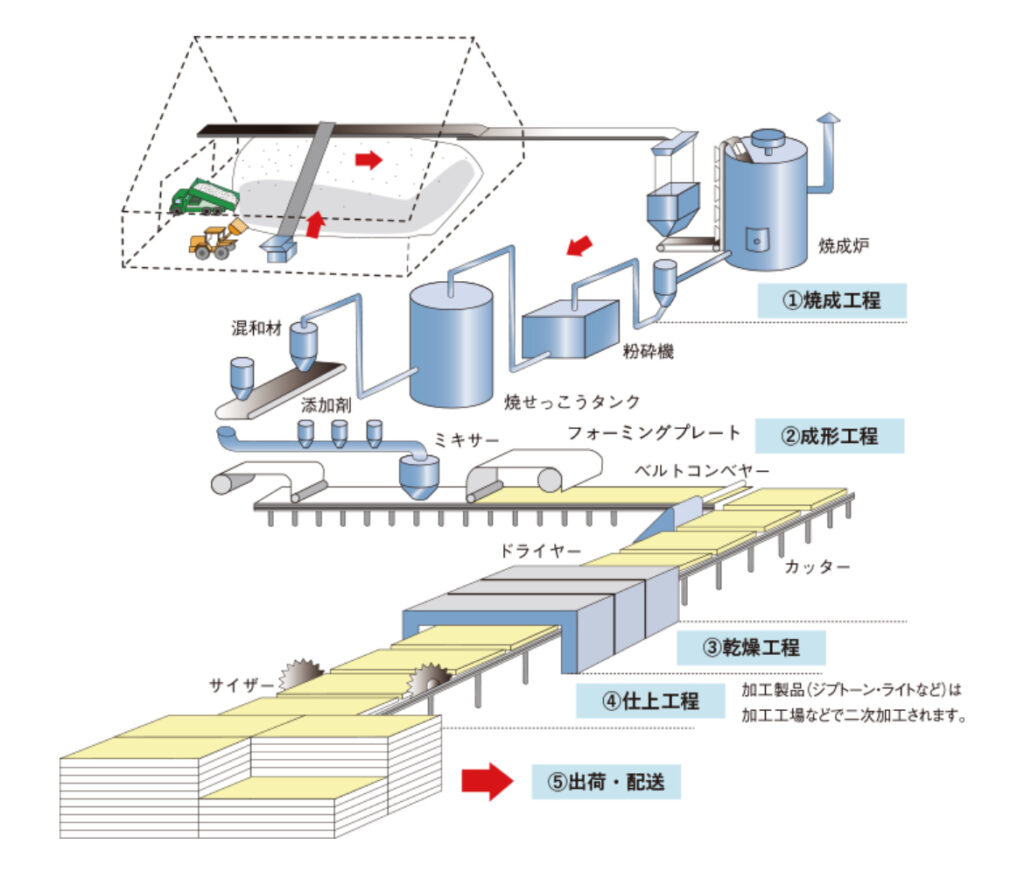
石膏ボードは
主に4つの工程で製造されており
それぞれの工程には明確な「役割」があります
①原料をつくる(焼成・粉砕)
天然石膏や副産石膏を加熱し
それを粉砕して 焼石膏(粉)に加工します
目的
石膏は原料そのままでは固まりません
1度加熱して性質を変え 粉にする事で
水と反応して再び固まる材料にします
工程の役割
・最終的な強度の定着
・硬化の質やスピードの調整
②スリラー化(撹拌・発泡)
焼石膏(粉)に水や添加剤を加えて
スラリー(ペースト状)にし
空気を含ませて発泡させます
発泡の目的
・材料の硬さを調整して施工性を高め
・断熱性や遮音性を持たせます
撹拌の目的
均一に混ぜる事で気泡や添加剤の偏りを防ぐ
気泡の大きさや添加物の量で
製品の強度と重さを調整します
工程の役割
・石膏ボードの重さ調整
・内部構造の制御
・強度バランスの定着
③成形(流し込み・圧延)
スラリーを上下の原紙の間に流し込み
ローラーにかけて一定の厚みに整形します
流し込まれたスラリーは
この段階で少しずつ固まり始め
表面紙 裏面紙との一体化が始まります
(接着剤は使わない)
成形の目的
石膏層と原紙の密着性を確保し
製品としての基礎形状を整えます
工程の役割
・厚みの均一化
・ボードの平滑性の向上
・芯材の偏り解消
④乾燥・カット
固まり始めたボードを乾燥炉に入れ
余分な水分を飛ばして
規定サイズにカットします
乾燥の目的
ボード内に残った水分を基準値まで減らす事で
捻れや歪みの発生を防ぎ
カビや劣化を早める事の原因を排除します
工程の役割
•ボード重量の安定
•耐久性の定着
石膏ボードはただの板ではありません
本来は 重量•耐久力•耐火性能•施工性
全てをコントロールして作られている
非常に安定した材料です
つまり
現場で我々が感じる違和感は
それのどこかに異常があるというサインです
では
実際に現場で感じる違和感は何なのか
製造工程のどこが崩れて発生するのか
これらの製造プロセスを元に
エラー製品の解説をしていきます
※ 石膏層がスカスカでビスが効かない
ビスを打った時に表面紙でビスが止まらず
突き抜けてしまうほど質厚の低い石膏ボード
うまくビスが効いてもボードを引っ張ると
すぐに全てのビスを突き破り
ボードが剥がれてしまいます
特徴
・若干軽い
・切った断面がポロポロと崩れる
・ボード層が粉っぽい
原因
・石膏層の原料となるスラリーの
混合比率ミスや撹拌不足
・スラリーの水分過多
該当工程
②スラリー化(撹拌・発泡)
配合・撹拌バランスの崩れ
※石膏層がカチカチでビスが入らない
硬すぎてビスが入っていかない石膏ボード
打とうとしてもビスが空回りしたり
所々が石のように硬質化し
加工が困難になります
特徴
・とにかく重い
・切断時に抵抗がある
・打振音が硬い
原因
・スラリーの混合比率ミスによる密度過多
・発泡不足による内部密度の上昇
・消泡剤の過剰使用による気泡の減少
該当工程
②スリラー化(撹拌・発泡)
③成形(流し込み・圧延)
密度バランス・発泡制御の崩れ
※石膏層に気泡が多く含まれている
表面や断面に大きな気泡が目立つボード
切断面を見ると空洞が多く
強度に不安を感じる状態です
石膏層の構造としては問題がないものの
局所的に強度が不足し
ビスの保持力にもムラがあります
特徴
・断面に大きな穴(気泡)が目立つ
・部分的にスカスカな箇所がある
・ビスの効きにバラつきがある
原因
・発泡過多による気泡の肥大化
・撹拌バランスの乱れによる気泡の残留
・スリラー粘度の不安定
該当工程
②スリラー化(撹拌・発泡)
密度バランス・発泡制御の崩れ
※石膏層の密度にムラがある
部分的に
軽い箇所と重い箇所が混在するボード
切断時の感覚やビスの効きにバラつきがあり
内部構造が不均一なため
製品として安定していません
特徴
・場所によって硬さが異なる
・ビスの効きにバラつきがある
・切断時の抵抗が一定ではない
・部分的に軽い 重い箇所がある
原因
・スリラーの撹拌不足による材料の偏り
・発泡バランスの乱れによる密度差
該当工程
②スリラー化(撹拌・発泡)
③成形(流し込み・圧延)
密度不均一による内部構造の乱れ
※厚みが不均一(板厚にバラつきがある)
ボードの厚みにムラがあり
場所によって厚い部分と薄い部分が
混在している状態です
ジョイントが揃わないなどの
不具合が発生します
特徴
・場所によって厚みが違う
・ジョイント部で段差が出る
原因
・スラリーの流量不安定による供給ムラ
(流し込み時の左右バランスの差)
・成形ローラーの圧力不均一
・ライン速度の変動による厚みの変化
※表面紙の剥離(紙と石膏が剥がれる)
表面紙と石膏層がしっかり接着されておらず
施工中や運搬時に紙だけが浮いたり
剥がれたりする不良です
持ち上げた時に
表面紙がベリっと剥がれる事もあります
特徴
・表面紙が浮く めくれる
(端部やカット側から剥離しやすい)
・中央部に気泡のような浮きが出る
原因
・スリラーの表面紙への浸透不足
・表面紙の品質不良や吸水性のバラつき
・成形時の圧着不足
該当工程
②スリラー化(撹拌・発泡)
粘度 流動性不足で紙に浸透しない
③成形(流し込み・圧延)
圧着不足で髪と石膏が密着していない
①原料(焼成・粉砕)
結晶状態が悪く接着性が弱い
※反り・捻れ(形状変形)
基準値よりも大きく変形し
反ったり 捻れたりしている不良です
施工時に下地に当てると隙間ができ
ビスで押さえつけても
ボードに無理な力がかかってしまい
クロス後の浮きやクラックの原因となります
⚠︎注意⚠︎
JIS規格には
反りや捻れに対しての許容値があります
規格内の形状に対して
メーカーがロット不良を認めるケースは
ほとんどありません
現場での保管状況や湿気等の環境によっても
判断が大きく変わり
後発的な反りや捻れ等の形状変形については
自動的にメーカーが負担するものでは
ありません
特徴
・ボード中央や端部が極端に浮く(反り)
・対角が反り上がっている(捻れ)
・壁や天井に当てた時に密着しない
原因
・乾燥ムラによる収縮差
・含水率の不均一
・乾燥後の急激な冷却
該当工程
④乾燥・カット
・水分の抜け方の左右差で変形
・製品後の扱いでも発生・悪化する
(乾燥前の湿気・平置き二点支持)
※効果不良ボード(結晶異常)
石膏層の硬化反応そのものがうまく進まず
本来の強度や構造が形成されていないボード
見た目では非常に分かりにくいが
施工すると明らかな異常があります
・やたら脆いのに軽い訳でもない
・割れ方に異常がある
(パキッとではなくボソっと割れる)
・ビスが効く場所と効かない場所が極端
・粉っぽさとは違う石膏層の弱さを感じる
前記のエラー製品のいずれにも
明確に当てはまらないケースは
こちらに分類できる事が多いです
特徴
・断面の結晶が荒い・脆い
・同ボード内で硬さと脆さ両方を感じる
・衝撃に弱く欠けやすい・折れやすい
・切断時の感触が安定しない
原因
・焼成温度の異常(過焼成・未焼成)
・結晶構造の不安定化
・原料・添加物の配合ミス
・原料ロットのバラつき
該当工程
①原料(焼成・粉砕
石膏の性質を整えられていない
石膏そのものの性質が壊れている
かなり珍しいケースになりますが
これらのどれにも該当しないエラー製品として
紹介させていただきます
※異臭のする石膏ボード
正常な製品は
ごく僅かな紙や石膏の匂いがする程度ですが
このケースは大きく分けて3つ
・硫黄のような匂い
・カビっぽい匂い
・薬品のようなツンとする匂い
原因として考えられるのは
原材料や添加物の品質問題 配合ミス
不純物の混入 乾燥不十分
あるいはこれらの条件に
湿気等の環境も要因となって
起こる可能性もあります
該当工程も前半から後半にかけて
幅広く考えられるため
どの工程に該当するとも言い切れない
特殊なケースです
実際にロット不良として
メーカーに認められた事例がありましたので
こういう事もあるのかという程度に
覚えておいていただけたら幸いです
まとめ
ロット不良の原因は 例外を除き
基本的には4つに分類できます
| 工程 | エラーの性質 |
| ①原料(焼成•粉砕) | 材料の質・硬化反応 |
| ②スラリ-(撹拌•発泡) | 密度・気泡 |
| ③成形(流込み•圧延) | 分布・形状 |
| ④乾燥・カット | 水分・乾燥安定 |
この症状はどこを見る?
軽いボード→②
質厚にムラがある→②
厚みが不均一→②③
柔らかいボード→②or④
硬いボード→②③
反り捻れ→④
硬化に異変→①
このように当てはめて整理しておく事で
エラーの症状と予測される原因を
言語化できるようになります
感覚ではなく事実を言葉で説明できれば
実際にロット不良の現場対応をする場面で
迷わず迅速に行動する事ができ
その後各所への報告も
円滑に進める事ができます
製造管理コードについて
石膏ボードには必ず
製造履歴を特定するための
製造管理コードというものが印字されています
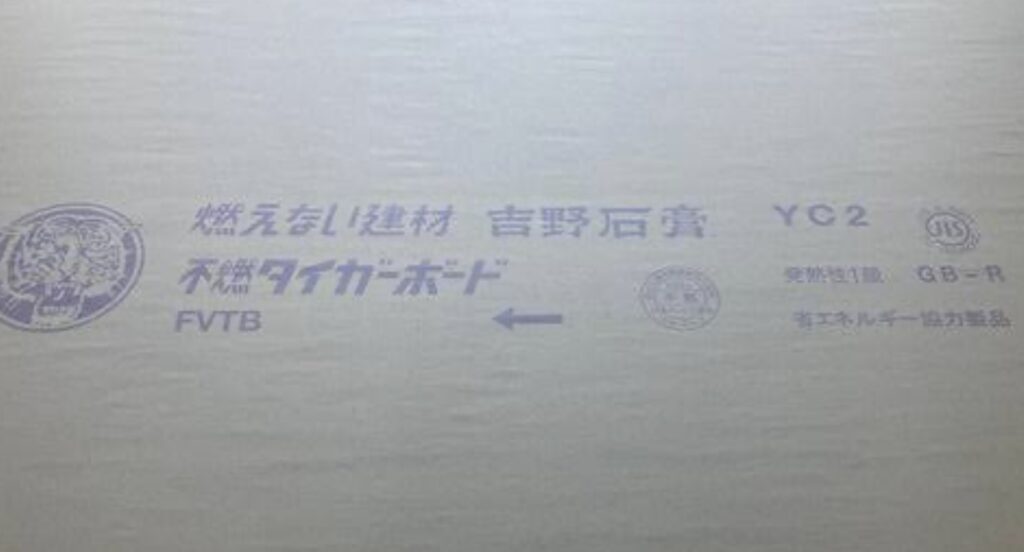
英数字の組み合わせで表記されているコードが
それにあたります
「YC2」
これがロット不良に対応するにあたって
非常に重要なものになります
Y=製造工場の識別
C=製造ライン
2=製造グループ(ロット)
このようにメーカー側で解読できます
簡単に言うとこのコードは
・どの工場で
・どの製造ルートを通って
・何月何日の何時頃作られたか
という情報がコードを照合するだけで
瞬時に追跡できる仕組みになっているものです
以前はこの製造管理コードとは別に
ロット番号 製造年月日
というものが別で併記されていて
この3つをセットで報告する事で
初めて全ての情報を追跡できる仕組みでした
しかし近年の石膏ボードにはこの
製造管理コードしかないものが
主流になっています
メーカー側の管理システムが高度化しており
印字された英数字のコードを照合するだけで
・製造工場
・製造ライン
・具体的な製造日時
・使用された原材料のロット
(石膏の産地•添加物の配合等)
・当時の工場の稼働データ
(温度•湿度・機器の設定等)
などの情報が
瞬時に特定できるようになっています
大手メーカー(吉野石膏など)は
全国に多くの工場を持っていますが
全ての工場を一斉に最新設備に更新するのは
難しいため
従来の
ロット番号と製造年月日が併記されているもの
製造管理コードのみが印字されているもの
新旧の暗示形式が混在しているのが現状です
どちらの形式であっても
メーカー側は印字されている記号さえあれば
製品の不具合に対する調査が
100%可能な体制が取れています
そして実際に建設現場で
ロット不良と思わしき場面に直面した際には
このコードを含め記録を残す事で
現場資料としての信頼性が高まります
是非とも 覚えておいて下さい
今回解説したように
石膏ボードの不具合は各製造工程ごとに
ある程度パターン化されており
どこに異常があるかを知る事で
原因の見当はかなり絞る事ができます
そしてそう判断をした時
それを信頼できる情報に変えのが
製造管理コードの確認です
同じコードの石膏ボードで
同じ違和感が出ている場合
それは個体差ではなく
ロット単位の問題である可能性が高いです
最後に
建設現場では
「気のせいかもしれない」
「これくらい問題ないだろう」と
作業を進めてしまった事もあったと思います
しかしその違和感が
後工程や仕上がりに影響するケースも
少なくありません
皆さんやその仲間を守るために
根拠を持って判断する事が重要です
本記事の内容が
現場での判断基準の一助となれれば幸いです
本日も ご安全に
コメント